
In the rapidly evolving landscape of hydrogen, the global push for low-carbon hydrogen production is accelerating the exploration of sustainable, scalable, and economically viable technologies.
While blue and green hydrogen have been spotlighted as the eminent options for medium and long-term decarbonization, the less-publicized turquoise hydrogen, generated via methane pyrolysis, has been advancing in terms of technology and commercial demonstrations. So, where does methane pyrolysis fit into the future hydrogen economy, and how significant will its role be?
This article explores this topic and delves into the various methane pyrolysis technologies, their benefits, drawbacks, and the key commercial activities shaping this industry. For a comprehensive exploration of methane pyrolysis as well as the blue hydrogen market, please see IDTechEx’s brand new market report, “Blue Hydrogen Production and Markets 2023-2033: Technologies, Forecasts, Players”.
A Comparison of Blue and Green Hydrogen
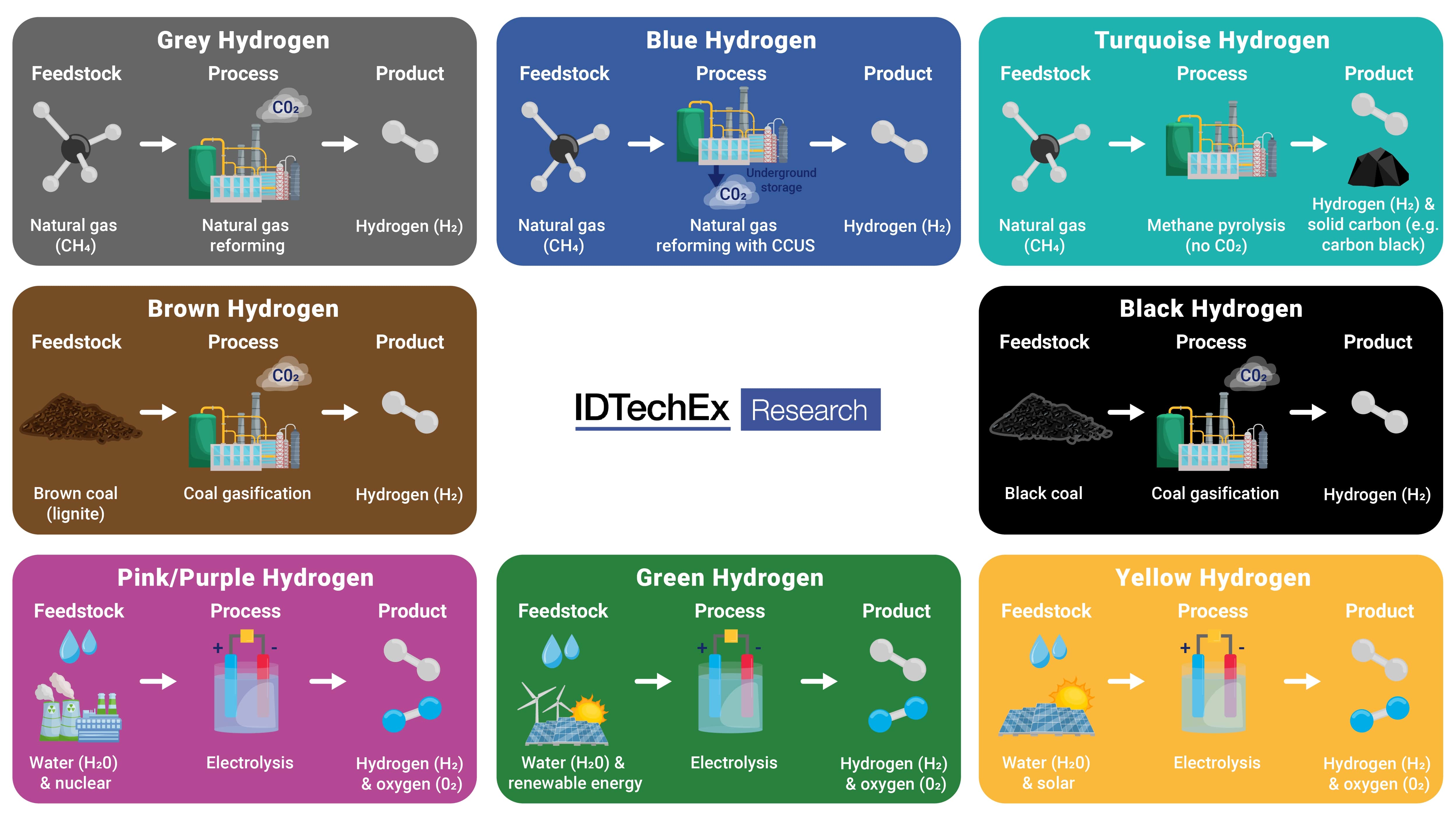
The spectrum of hydrogen colors. Source: IDTechEx
In the hydrogen production spectrum, blue and green hydrogen have emerged as key solutions to a low-carbon future. Blue hydrogen is produced by reforming natural gas with steam or partially oxidizing it with oxygen while capturing and storing the CO2 emissions from the process.
On the other hand, green hydrogen is generated through the electrolysis of water powered by renewable energy sources such as wind or solar, rendering it carbon-free in terms of Scope 1 and 2 emissions.
Turquoise hydrogen, however, offers a different approach to hydrogen production. It is generated via methane pyrolysis, a process where methane is decomposed into hydrogen and solid carbon at high temperatures without releasing any direct CO2. This makes turquoise hydrogen a more environmentally friendly option than blue hydrogen, as it avoids the need for carbon capture and storage (CCS).
Compared to green hydrogen, the production of turquoise hydrogen is typically more cost-effective and easier to scale due to its reliance on the abundant and currently more affordable natural gas as a feedstock. In addition, the process is thermodynamically much less energy intensive than water electrolysis, requiring around seven times less energy per mole of H2 produced.
This is especially advantageous, considering that many methane pyrolysis process variations can be fully electrified, thus removing Scope 2 emissions. The use of biogas as a feedstock could potentially make the process carbon negative.
The process also results in a solid carbon by-product, which can potentially be utilized in various industries depending on its grade – rubber black is used as a reinforcement material for rubbers and specialty black can be used in the production of polymers, inks, coatings, battery materials and many other applications.
Research is also underway to investigate its use as a soil additive. Some methane pyrolysis processes can also produce hydrocarbons, graphite, or more advanced carbons like graphene. The generation of such products could yield useful revenue streams for pyrolysis plant operators.
The Spectrum of Methane Pyrolysis Processes
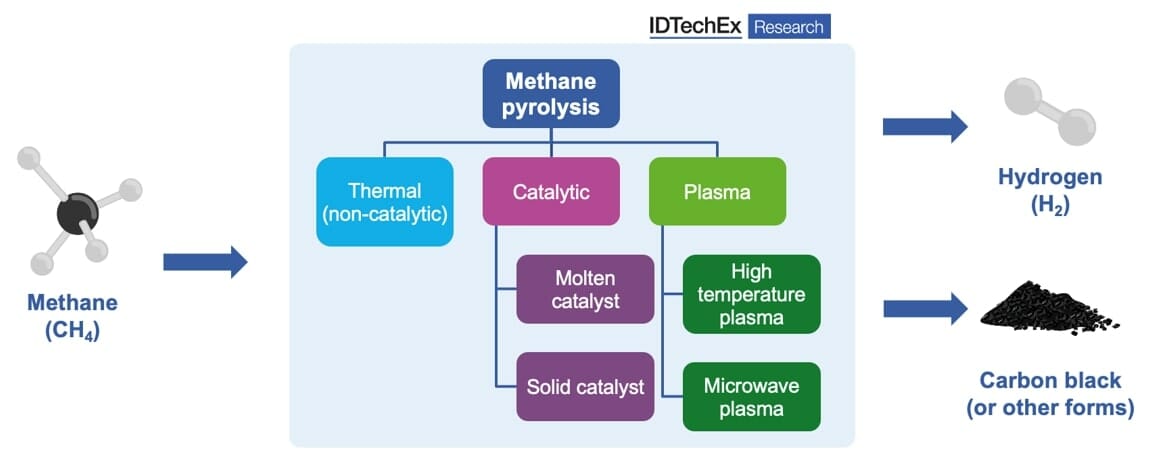
Source: IDTechEx
IDTechEx identified three broad types of methane pyrolysis processes. Overall, these processes are all quite different in terms of their working principles, pros and cons, stages of development and the relative number of players developing them. Of course, there are more variations of these, such as the plasma-catalytic process.
- Thermal: non-catalytic thermal decomposition using very high temperatures (1000-1400°C). Heating is supplied via the reactor walls or heat exchange tubes (if combustion is used). Companies developing this process include BASF (resistive heating of reactor walls) and Ekona Power (heating by combustion of tail gases).
- Catalytic: thermocatalytic process that employs either a molten catalyst in a bubble column or catalyst particles in a fluidized bed reactor. Companies developing this process include C-Zero (molten salt catalyst) and Hazer Group (solid iron ore catalyst).
- Plasma: methane molecules are split by high-temperature plasma (via plasma torches) or microwave-generated low-temperature plasma. Companies developing this process include Monolith (high temperature) and Transform Materials (low temperature).
IDTechEx believes that plasma pyrolysis processes are by far the most advanced in terms of the stage of technological development and the number of players. They are also the most energy-efficient processes, as heat is delivered directly to the methane gas instead of the reactor or catalytic medium. In addition, the quality of carbon products is usually higher than that of other process types, although some catalytic processes can also produce quality products.
However, the process requires precise control of the plasma to not form side products since the methane radicals tend to combine into hydrocarbon molecules. Transform Materials utilized this behavior in their microwave process to generate acetylene – a valuable chemical used in the production of polymers like PVC and chemicals like butanediol.
Commercial Interest And Activity In Methane Pyrolysis
The companies developing methane pyrolysis span across multiple regions, with North America (primarily the US) and Europe (primarily the UK, France, and Germany) dominating development in terms of the number of players and their technological readiness levels (TRL). However, a few players do stand out in terms of commercializing their technologies.
Monolith is a US-based company and is probably the most advanced player on the market, as it has had an operating commercial-scale facility since 2020 (Olive Creek 1) that produces 5 kilotonnes of hydrogen and 15 kilotonnes of carbon black annually. The company is currently expanding this facility (Olive Creek 2) to produce 275 kilotonnes of low-carbon ammonia and 194 kilotonnes of carbon black.
The plant is scheduled for commissioning in 2023 and is expected to be the largest methane pyrolysis plant globally. Monolith has recently announced that its carbon black product will be used in Goodyear’s new ultra-high performance ElectricDrive™ GT tires.
As mentioned previously, Transform Materials is another US-based company with a microwave plasma process that can produce acetylene. The company positions itself as a provider of a clean acetylene process – an alternative to the existing carbon-intensive carbide and acetylene cracker processes.
Therefore, its process is likely of most interest to acetylene end-users, where hydrogen would be considered a valuable by-product. The company does not yet have a commercial plant, but it is generating lots of commercial interest from companies like DSM Nutritional Products.
Hazer Group is an Australian company commercializing its catalytic pyrolysis technology that uses iron ore pellets as the catalyst in a fluidized bed reactor. Its process generates a relatively high-purity graphite product that can be used in a wide range of applications, including lithium-ion batteries, if purified to the required degree.
The company is developing its first commercial plant in Australia at the Woodman Point Wastewater Treatment Facility, which will produce 100 tonnes of H2 annually and is scheduled for commissioning in H2 2023. Although this is still quite small in capacity compared to Monolith’s Olive Creek 1, the company is seeing lots of interest in its technology from multinational corporations like Engie and Chiyoda Corporation.
Several smaller players, such as Plenesys and Graforce, are developing more modularized pyrolysis processes that could be located close to customers’ facilities. This provides an alternative pathway to decentralized smaller-scale hydrogen production, which could compete with electrolysis in the future. However, commercial efforts using such plants are still relatively limited. More information on players and their activities can be found in IDTechEx’s report.
Outlook On Turquoise Hydrogen
Of course, the technology does come with some drawbacks. The need for methane (natural gas) is a shared challenge with blue hydrogen as it means hydrogen production will rely on natural gas. Additionally, the hydrogen yield per mole of natural gas used is lower than that of blue hydrogen processes, such as steam-methane or autothermal reforming (SMR & ATR).
There are also some challenges associated with the carbon by-product – off-take agreements can only be established for a quality carbon product; otherwise, the carbon would have to be sequestered underground. In addition, methane pyrolysis generates 3 kg of carbon black for every kg of hydrogen.
Therefore, pyrolysis plants would only be able to scale to very large scales (in the millions of tonnes of hydrogen) if suitable markets for the by-product are available – otherwise, the process economics may be prohibitive.
As seen in the article, many commercial efforts are taking place and many smaller to medium-sized companies are developing technologies. Each company has a different business model depending on the scale of its process and the type or purity of its carbon by-product.
Overall, IDTechEx believes that the use of methane pyrolysis will be rather limited in the hydrogen industry compared to blue and green hydrogen, at least in the medium term. The technologies still need to develop and be demonstrated at commercial scales. However, that does not mean that methane pyrolysis and turquoise hydrogen should be overlooked since various industries could benefit from such technologies.
IDTechEx’s new market report, “Blue Hydrogen Production and Markets 2023-2033: Technologies, Forecasts, Players”, analyzes and compares all these processes, providing insights on the activities of key players and their projects. It also includes 10-year market forecasts for the blue hydrogen industry broken down by technology, end-use and region.
About IDTechEx
IDTechEx guides your strategic business decisions through its Research, Subscription and Consultancy products, helping you profit from emerging technologies. For more information, contact [email protected] or visit www.IDTechEx.com.










